
[导读] 薄壁环形件,刚性差,材料去除量大,加工过程中极易产生变形;尺寸精度高、技术要求严格;内部构形复杂、环形槽区域狭窄,容刀空间狭小;环形槽部位壁薄,壁厚不均匀
涡轮机匣( 高温合金)
薄壁环形件,刚性差,材料去除量大,加工过程中极易产生变形;尺寸精度高、技术要求严格;内部构形复杂、环形槽区域狭窄,容刀空间狭小;环形槽部位壁薄,壁厚不均匀;材质大多为高温合金,通常用陶瓷车削刀具及数控铣刀来高效去除余量。

通常用陶瓷车削刀具及数控铣刀来高效去除余量。
凸台面加工
FMA11系列经济型面铣刀,切削轻快,实现薄壁件凸台的高质量面铣加工。
槽铣加工
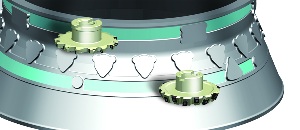
SMP03刀具所配刀片MPHT*-NM采用压槽结构,精磨周边,锋刃处理,适用于对槽底面平直度要求较低的去粗加工。
SMP12刀具所配刀片CNE*-NM采用全磨工艺,槽型结构可根据被加工材质设计,刀尖圆弧可根据要求定制。可获得优异的槽底面平直度,可用于精加工。

VSM 不等齿铣刀系列主要用于S 类材料的侧铣、槽铣及仿形铣削。
孔加工
SD系列钻头
主切削刃为凸曲线状,切削刃增长,减少单位长度上的载荷,有效地延缓了刀具的磨损速度;槽前角取负值,刀尖角加大,改善了刀尖处的散热条件。
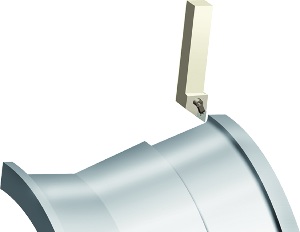
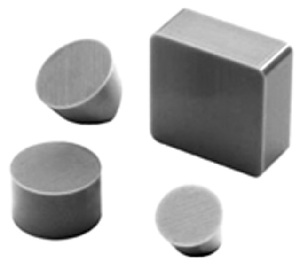
车削加工
陶瓷刀片,优异的抗沟槽磨损性,更大的切削深度,效率更高,刀具寿命更长。
薄壁环形件,刚性差,材料去除量大,加工过程中极易产生变形;尺寸精度高、技术要求严格;内部构形复杂、环形槽区域狭窄,容刀空间狭小;环形槽部位壁薄,壁厚不均匀;材质大多为高温合金,通常用陶瓷车削刀具及数控铣刀来高效去除余量。
通常用陶瓷车削刀具及数控铣刀来高效去除余量。
凸台面加工


槽铣加工
SMP03刀具所配刀片MPHT*-NM采用压槽结构,精磨周边,锋刃处理,适用于对槽底面平直度要求较低的去粗加工。
SMP12刀具所配刀片CNE*-NM采用全磨工艺,槽型结构可根据被加工材质设计,刀尖圆弧可根据要求定制。可获得优异的槽底面平直度,可用于精加工。
三面刃刀具可以根据客户的实际加工需求定制,可变参数有接口形式、刀具直径、切宽、最大切深、加工型面角度、圆弧大小等。


VSM 不等齿铣刀系列主要用于S 类材料的侧铣、槽铣及仿形铣削。
孔加工
SD系列钻头
主切削刃为凸曲线状,切削刃增长,减少单位长度上的载荷,有效地延缓了刀具的磨损速度;槽前角取负值,刀尖角加大,改善了刀尖处的散热条件。
车削加工
陶瓷刀片,优异的抗沟槽磨损性,更大的切削深度,效率更高,刀具寿命更长。
- 上一篇: 航空发动机风扇机匣(转载株洲钻石)
- 下一篇: 航空发动机叶盘、叶轮(转载株洲钻石)
分享到:
免责声明:恒利卡特部分文章信息来源于网络以及网友投稿,本网站只负责对文章进行整理、排版、编辑,是出于传递更多信息之目的,如权利人发现存在误传其作品情形,请及时与本站联系。